硝酸除去ソリューション
近年、水質規制の強化が世界的に進展しています。ピュロライト社は、イオン交換樹脂によって硝酸類を効率的に除去し、運転コストの低減に寄与するソリューションを提供いたします。
以下にご紹介する 硝酸除去ソリューション の詳細は、弊社までお問い合わせください。
イオン交換樹脂による硝酸除去
 硝酸態窒素・亜硝酸態窒素については、その健康および自然環境への影響懸念から、水質規制を強化する世界的に広がっています。イオン交換樹脂は、これら硝酸類を効率的に除去し、低い運転コストを実現する技術です。
硝酸態窒素・亜硝酸態窒素については、その健康および自然環境への影響懸念から、水質規制を強化する世界的に広がっています。イオン交換樹脂は、これら硝酸類を効率的に除去し、低い運転コストを実現する技術です。
背景
水処理システムにおける硝酸態窒素レベルは人体の健康に有害な影響を及ぼす潜在的な有害性が懸念されています。地表水は例えば、特に肥料の使用量増加など、いくつかの要因により、徐々に硝酸態窒素濃度レベルが増大する影響を受けやすいものです。
アメリカ合衆国ネブラスカ州、カンザス州、オハイオ州、カリフォルニア州、ニューヨークなどは既にその影響が顕在化しており、その問題は世界的に拡 大している傾向にあります。このため、米国環境保護庁と世界保健機構は飲料用水中の最大許容濃度レベルをそれぞれ45、50 mg-NO3/Lとして設定しました。イオン交換技術はこのような規制を遵守するのに有効な手段として認識されています。
イオン交換による硝酸除去
硝酸除去処理により排出される廃水廃液量は、その処理システムや原水組成によりますが、逆浸透膜での20~25%と対比して、イオン交換樹脂では通常0.2~3%と極めて少なく、効率的な処理技術といえます。
イオン交換処理システムにて廃水廃液量を最小限化するためには、原水の化学的組成の確認とイオン交換樹脂の好適選択、および最適なプラント設計が重要となります。
また、プラント設計において、イオン交換樹脂塔には、並流再生方式・向流再生方式・パックドベッド向流再生方式・連続床式などのいくつかの選択肢があり、使用するイオン交換樹脂の粒度分布について考慮しながら選定する必要があります。
樹脂選定
硝酸除去を行うためのイオン交換樹脂の選定には以下の通りの選択肢が考えられ、
- 硝酸選択性強塩基アニオン交換樹脂
- 強塩基Ⅰ型アニオン交換樹脂
- 高交換容量強塩基Ⅰ型アニオン交換樹脂
- 強塩基Ⅱ型アニオン交換樹脂
- 弱塩基性アニオン交換樹脂
次の要因を考慮しながら好適に選択する必要があります。
- Ⅰ型アニオン交換樹脂はⅡ型に対比して強い刺激臭を伴う
- Ⅰ型・Ⅱ型いずれのアニオン交換樹脂も有する過剰通液時の硝酸ダンピングの潜在的可能性
- 原水中の硫酸化合物が多い場合の硝酸選択性強塩基アニオン交換樹脂の使用
- 高交換容量強塩基アニオン交換樹脂の使用による運転コストおよび廃棄物量の極小化
- 硝酸・砒素の同時除去の必要性 (この場合には硝酸選択性強塩基アニオン交換樹脂は使用しない)
- 弱塩基性アニオン交換樹脂の使用による廃棄物量極小化
臭気および硝酸ダンピング挙動
3級アミンを官能基として有する強塩基性Ⅰ型アニオン交換樹脂は、その付加濃度がpptレベルであっても、敏感な使用者にはアミン臭が感じられるものです。
そのため、家庭用や小型公共処理施設においてはこのような臭気の発生が無い樹脂を選定することが重要になってきますが、この場合には、高交換容量タ イプも含めて強塩基性Ⅰ型アニオン交換樹脂は使用すべきでは無く、PUROLITE® A300のようなジメチルエタノールアミンを官能基として有する強塩基性Ⅱ型アニオン交換樹脂が好ましい選択肢となります。
Ⅰ型およびⅡ型アニオン交換樹脂については、誤って過剰通液をした場合や不適切な再生処理を施した場合などには、樹脂内へ吸着蓄積した硝酸が処理液中にリークしてしまうことが考えられます。
運転初期に吸着した硝酸は、硝酸より樹脂への親和性が高い他のアニオン、例えば硫酸などにより押し出されてしまう硝酸ダンピング挙動が見られます。このような硝酸・硫酸の挙動はFig-1に示した各アニオンのブレイク曲線に見ることができます。
Fig-1 強塩基性Ⅰ型・Ⅱ型アニオン交換樹脂におけるアニオン・ブレイク曲線
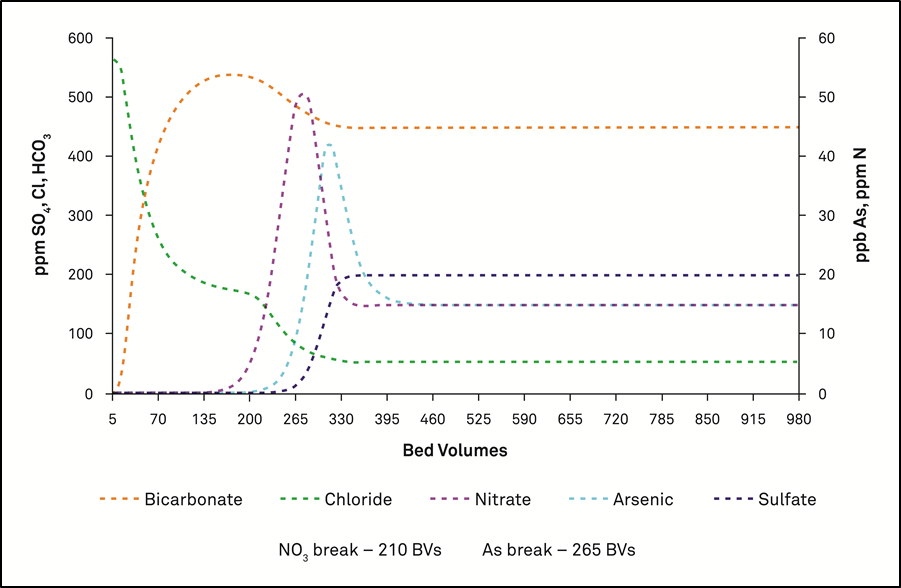
アニオン交換樹脂の飲料水製造用途において共存するアニオンは、硫酸、硝酸、重炭酸と塩素が一般的であり、強塩基性アニオンⅠ型およびⅡ型のイオン交換樹脂におけるこれらのアニオンに対しての選択性は、硫酸 > 硝酸 > 塩素 > 重炭酸の順となります。
硝酸ダンピングが発生した場合、処理水中の硝酸濃度はイオン交換樹脂処理前よりも高くなります。このようなダンピングは硝酸ブレイクポイントを超えて通水された場合にのみ発生するものであり、硝酸飽和ピーク前に運転サイクルを停止する必要があります。
硝酸選択性樹脂
硝酸選択性強塩基性アニオン交換樹脂PUROLITE® A520Eは、前述のようなダンピング問題を解決するために開発され、原水中の硫酸濃度が高い場合においても硝酸ダンピングを発生することなく十分な運転交換容量を発揮するものです。
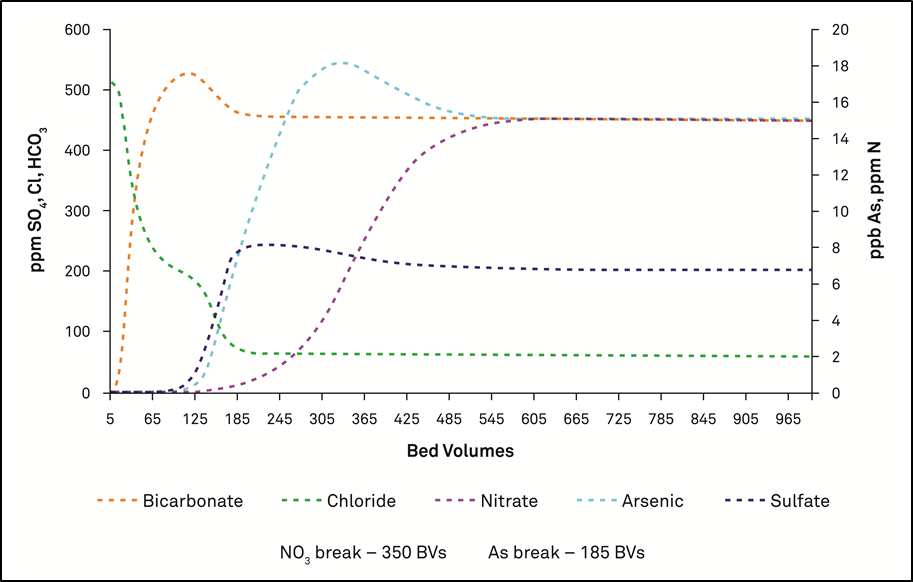
A520Eにおける各アニオンに対しての選択性は、硝酸 > 硫酸 > 塩素 > 重炭酸となります。Fig-2に、この硝酸選択性樹脂における各アニオンのブレイク曲線を示します。
Fig-2 硝酸選択性樹脂のアニオン・ブレイク曲線
処理原水中の硫酸イオン濃度の全体アニオン濃度に対する比率が高い場合、一般的には次の式で求めた硫酸イオン比率が60%以上となる場合には硝酸選択性樹脂の利用が好ましいといえます。
硫酸/(硫酸+硝酸) > 60%
注) 上記の式においては、例えば硫酸・硝酸の各濃度をCaCO3換算とすることが必要です。
上記において硫酸比率が60%未満の場合においては、樹脂価格含めた経済性を考慮して、強塩基性Ⅰ型あるいはⅡ型アニオン交換樹脂と硝酸選択性樹脂 といずれの使用が好適かと判断する必要がありますが、強塩基性Ⅰ型アニオン交換樹脂を使用する場合には、一般的な強塩基性Ⅰ型アニオン交換樹脂よりも 12-15%高い運転交換容量を発揮するPUROLITE® A600E/9149を選択することで廃水廃液量を低減することが可能です。
なお、特殊な弱塩基性アニオン交換樹脂を使用する方法についての特許も存在することを付記しておきます。この特許技術においては従来の樹脂使用時の廃水廃液量1~3%に対して、特殊弱塩基性アニオン交換樹脂の利用時には0.2%以下まで低減可能であるというものです。
各アニオン交換樹脂の特徴比較を表1にまとめます。
| 表1:硝酸除去に使用可能な樹脂タイプの特徴比較 | |||
|---|---|---|---|
| 樹脂タイプ | 臭気レス | 硝酸ダンピング発生可能性 | 高運転交換容量 |
| 硝酸選択性樹脂 | Yes | No | No |
| 強塩基性Ⅰ型アニオン交換樹脂 | No | Yes | No |
| 高交換容量・強塩基性Ⅰ型アニオン交換樹脂 | No | Yes | Yes |
| 強塩基性Ⅱ型アニオン交換樹脂 | Yes | Yes | No |
| 弱塩基性アニオン交換樹脂・特許技術 | Yes | No | No |
各種アニオン樹脂の比較例
高交換容量強塩基性Ⅰ型アニオン交換樹脂、強塩基性Ⅱ型アニオン交換樹脂、および硝酸選択性樹脂を原水水質・再生条件を統一して比較した結果を表2に示します。
| 表2:高交換容量強塩基性Ⅰ型アニオン交換樹脂・Ⅱ型アニオン換樹脂、および硝酸選択樹脂の比較 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 樹脂名
*PFA200E、PFA520Eは均一粒径グレード |
再生方式 | 通水量(BV) | NO3リーク (mg/l) |
塩水通液量 (BV) |
押出しリンス (BV) |
高速リンス (BV) |
廃水廃液量 (BV) |
バイパス量 (%) |
生産水量に対する廃水廃液量 (%) |
|
| Ⅰ型・高交換容量 | A600E/9149 | 並流 | 293 | 10.35 | 1.12 | 1 | 3 | 5.12 | 50 | 0.87 |
| A600E/9149 | 向流 | 321 | 5.53 | 1.12 | 2 | 0 | 3.12 | 54 | 0.45 | |
| Ⅱ型 | A200E | 並流 | 257 | 10.35 | 1.12 | 1.5 | 5 | 7.62 | 50 | 1.48 |
| PFA200E* | 向流 | 282 | 5.53 | 1.12 | 2 | 0 | 3.12 | 54 | 0.51 | |
| 硝酸選択性樹脂 | A520E | 並流 | 272 | 8.15 | 1.12 | 1.5 | 5 | 7.62 | 52 | 1.34 |
| PFA520E* | 向流 | 250 | 4.35 | 1.12 | 2 | 0 | 3.12 | 55 | 0.56 | |
- 原水水質
- 1 meq/l (62 mg/l) NO3
- 1 meq/l (48 mg/l) SO4
- 2 meq/l (122 mg/l) HCO3
- 1 meq/l (35.5 mg/l) as Cl
- 再生条件
- 120g-NaCl/L-R、向流および並流
例えば、最大許容濃度が45mg-NO3/L (=10mg-N/L) である米国においては、基準値の80%、すなわち36mg-NO3/Lを処理目標値として運転することが多く、この場合には原水の一部をイオン交換樹脂塔 を介さずにバイパスした後にイオン交換樹脂で処理した水と混合することで運転効率化を図るケースが多くみられます。
硝酸・砒素の同時除去
砒素など硝酸以外の汚染物質も同時に除去することを求められるケースもあり、例えば米国においてはそのニーズは高いものです。
しかしながら、硝酸選択性樹脂は、その硝酸への高い選択性により、砒素が硝酸よりも早いブレイクポイントを示すことから、この様な硝酸・砒素同時除去の用途には不適です。
砒素については硝酸よりも有害性が高いことから、このような硝酸・砒素同時除去には強塩基性Ⅰ型あるいはⅡ型のアニオン交換樹脂を用いることが好ましいでしょう。
米国環境保護庁ウェブサイトにて、このような硝酸・砒素同時除去技術の実用プラントが公表されており、バレー、オレゴン、マックック、ネブラスカな どでの各プラントでは、塩水再生複層樹脂塔により、硝酸・砒素・ウラニウムおよびTOCを同時に除去する技術が使用されています。
「<strong>イオン交換樹脂による硝酸除去</strong>」のダウンロードはこちら